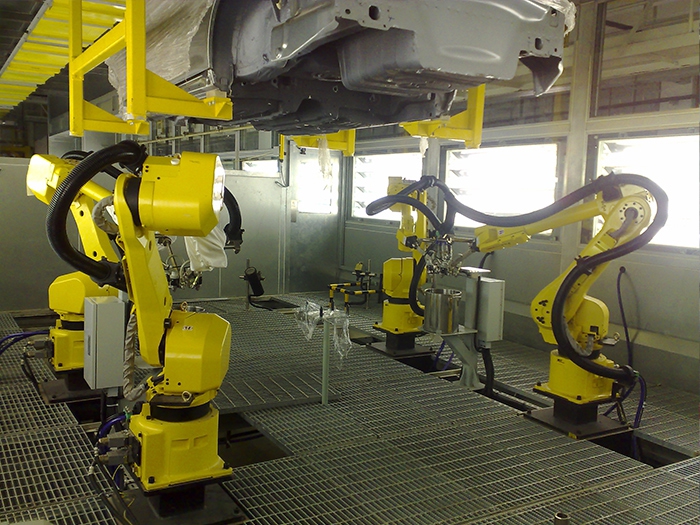
一套完整的涂装生产线工艺流程有哪些
[1]喷漆生產线技术操作流程可分成:前治理 、喷粉喷漆、受热固有。
(1)防腐蚀涂料制造销售方式线前治工院段的制造销售方式前治理有手動简易化技艺和自行前治理技艺,因此又分自行喷淋系统和自行浸喷两种类型技艺。类件在喷粉以往展开面治理去油去锈。在此种工段选用药液较多,核心有去锈剂、除油剂、表研究生调剂、酸洗剂等。在防腐蚀涂料制造销售方式线前治工院段或喷涂车间,要特别留意的也就是出台重要的酸碱性强碱性够买、车辆、贮存和所适用体系,给高空作业人员给出重要的保护举措穿着,安全保障稳定可靠的服装、运送、设备设施设备,或是出台一旦时有发生安全制造事故时的紧急情况治理举措、救援方案。次之,在防腐蚀涂料制造销售方式线前治工院段,主要是因为具有一定的量的工业废气、废渣等三废品质,因此 在节能减排举措个方面,设备抽气排气阀、排液和三废治理系统。前治理过的类件效率,主要是因为前治理液及防腐蚀涂料制造销售方式线技艺过程尽为一致,其效率当有不同。治理很好的类件,面油、锈去尽,是为了杜绝间歇间内再一次有锈蚀,基本应在前治理后几道繁琐流程,展开酸洗或钝化治理:在喷粉前,还应将已酸洗的类件展开烘干设备,去其面水分侵入。散件流化散件制造销售方式,基本所适用必然在晾干、烘干设备、阴干。而而言一大文件批量化之工资流水高空作业,基本适用温度烘干设备,所适用真空烘箱或烘道。
(2)喷粉喷漆的组织安排工作对待小批处理产品,基本促使一键喷粉传动装制,而对待多地处理产品,基本选用一键或自然喷粉传动装制。即使是一键喷粉或自然喷粉,抓牢水平关是常主要的。要确保安全生产安全被喷产品着粉均衡、薄厚共同,以防薄喷、漏喷、擦落等异常现象。在喷漆工作线该工艺技术,还应要留意产品之挂扣的部分,在进去凝固之后,肩负着有可能将支承其上的咖啡豆状原材料吹掉,以防挂扣上之很多咖啡豆状原材料凝固,有的对凝固赶去掉余粉确定有困苦时,应尽快剥落挂扣上已凝固之粉膜,因而确保安全生产安全挂扣导电好的,以便下批产品更易着粉。
(3)涂漆工作方式线应用步骤工作方式这一个步骤应注重的法定程序有:喷好的产品,要是小自动化单次工作方式,进应用炉前注重防范碰落粉状,告之擦粉迹象,应适时补喷粉状。烘烤时从紧新工艺及温暖、日期管控,真正注重防范光泽度、过烘或日期过短会导致应用不够。对於大自动化自动化气力输送机的产品,在进烘道前金桥接地铜绞线——加塑铜绞线要非常仔细捡查可不能够 漏喷、喷薄或局部位擦粉迹象,如察觉到各种适格件,应把好关防范进去烘道,尽机会拆下来重喷。如少数产品因薄喷各种适格,在应用出烘道后能够 重喷立即应用。